฿2,100.00
Total: ฿2,100.00

Total: ฿2,100.00


Total: ฿2,100.00

Liquid sugar is a critical ingredient used across food and beverage industries, from soft drinks and confectionery to dairy and bakery products. While it offers convenience and consistency, liquid sugar also presents a major challenge: microbial contamination.
Because liquid sugar contains high levels of dissolved solids and moisture, it creates an environment where microorganisms such as yeasts, molds, and bacteria can survive and cause spoilage. Traditional control methods—such as heat treatment or chemical preservatives—can be effective, but they often come with drawbacks including high energy use, product degradation, and unwanted chemical residues.
This is why UV treatment has become an increasingly attractive solution for liquid sugar manufacturers seeking safe, efficient, and chemical-free microbial control.
What Is UV Treatment and How Does It Work? UV treatment uses ultraviolet (UV-C) light to inactivate microorganisms by disrupting their DNA. When microbes are exposed to the correct UV dose, they lose the ability to reproduce, effectively neutralizing them without altering the chemical composition of the liquid sugar.
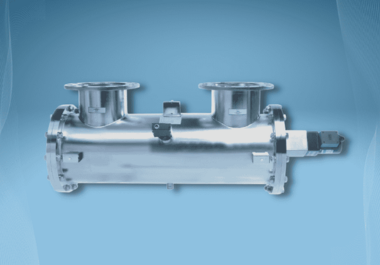
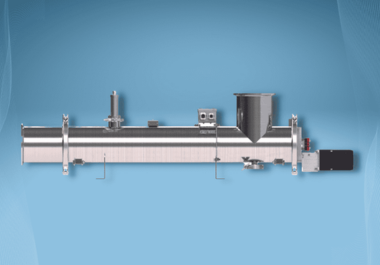
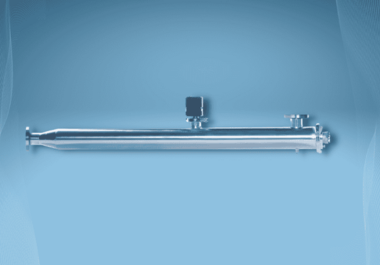
In a UV treatment system, liquid sugar flows through a specially designed chamber where it is exposed to UV light via high-intensity lamps protected by quartz sleeves. This controlled exposure ensures consistent microbial reduction while maintaining product quality.
Importantly, UV treatment is:
Even small levels of microbial contamination in liquid sugar can lead to:
Because liquid sugar is often transported, stored, and reused over extended periods, controlling microorganisms at key points in the process is essential to maintaining both product integrity and food safety compliance.
UV treatment eliminates the need for chemical preservatives or disinfectants. This means:
UV systems are highly effective against a wide range of microorganisms commonly found in liquid sugar, including yeasts and molds that can survive in high-sugar environments.
By reducing microbial load early and consistently, manufacturers can protect both the liquid sugar and the final food or beverage products that rely on it.
By controlling microbial growth, UV treatment helps extend the usable life of liquid sugar, reducing product losses, rework, and waste.
This is especially valuable for large-scale operations where liquid sugar is stored or distributed over long periods.
Unlike thermal pasteurization, UV treatment does not require heating and cooling cycles. This results in:
UV treatment supports sustainable manufacturing by:
This makes UV systems an excellent fit for manufacturers pursuing ESG and sustainability goals.
UV systems are compact and can be easily integrated into existing liquid sugar processing lines. They require minimal operator intervention and routine maintenance, making them suitable for both new facilities and retrofits.
Water Treatment
Water used to dissolve or dilute sugar can introduce microorganisms into the process. UV treatment ensures that process water is microbiologically safe before it ever contacts the sugar.
Liquid Sugar Sterilization
UV systems can be installed directly on liquid sugar transfer lines to reduce microbial contamination before storage, transport, or use in production.
Quality Assurance
By providing consistent microbial control, UV treatment supports stable product quality and reduces variability between batches.
UV treatment offers liquid sugar manufacturers a reliable way to improve food safety, product stability, and operational efficiency—without relying on heat or chemicals. By integrating UV technology into the production process, manufacturers can protect their products, reduce waste, and meet evolving market and regulatory expectations.
In an industry where quality and consistency are critical, UV treatment represents a smarter, cleaner, and more sustainable approach to liquid sugar processing.


For liquid sugar producers and food & beverage manufacturers, maintaining product safety and consistency is becoming more critical than ever. While liquid sugar offers efficiency and ease of handling, it also presents challenges when it comes to microbial control, shelf life, and meeting increasingly strict food safety standards.
Our team supports manufacturers by delivering professionally engineered UV treatment solutions designed specifically for liquid sugar and high-viscosity applications. These systems provide reliable microbial reduction without the use of heat or chemicals, helping protect product quality while supporting efficient, sustainable production.
We provide:
Custom-designed UV treatment systems tailored to liquid sugar processing lines
High-performance UV technology for effective microbial control
Integration support for new or existing production systems
Reliable after-sales service, including maintenance, spare parts, and on-site technical support
Routine system inspections and performance checks by experienced engineers
With the right UV treatment strategy in place, manufacturers can improve product stability, extend shelf life, and confidently meet food safety requirements without compromising efficiency or sustainability.

An efficiently designed water and wastewater treatment system will reduce energy consumption and operating costs, ensure reliable treatment performance, and extend the lifespan of your equipment and infrastructure. We are here to support you every step of the way.



